| 詳細參數(shù) | |||
|---|---|---|---|
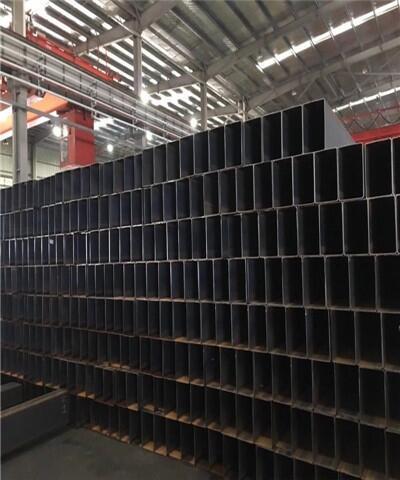
| 品牌/廠家 | 寶鋼 | 材質(zhì) | 碳素管 |
| 生產(chǎn)工藝 | 冷軋管 | 涂層 | 其他 |
| 連接方式 | 焊接式 | 用途 | 化工用鋼管 |
| 類型 | 無縫方矩管 | 規(guī)格 | 30mm*30mm*2.5mm |
| 厚度 | 100mm-500mm | 寬度 | 1000mm-1250mm |
| 長度 | 6000mm-6500mm | 抗拉強度 | 370MPa~480MPa |
| 加工服務(wù) | 定制樣品 | 執(zhí)行標(biāo)準(zhǔn) | 美標(biāo) |
| 質(zhì)量等級 | A級 | 加工定制 | 是 |
| 是否進口 | 是 | 產(chǎn)地 | 其他 |